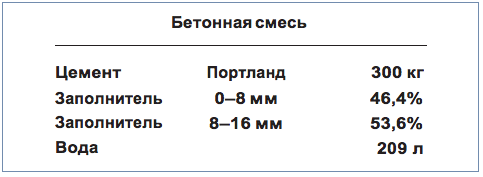
6. Этап 1 – Разбивка на полосы (карты) бетонирования. Швы
Технологические швы
Высокая стоимость содержания полов в большой степени обусловлена их низким качеством.
Зоны швов, являясь слабейшей частью полов, часто подвергаются большим нагрузкам, что вызывает необходимость их частого ремонта.
В настоящее время при устройстве высококачественных полов уже не используют деревянное или стальное окаймление для конструктивных швов, так как оно не соответствует высоким требованиям, предъявляемым к швам. Сегодня имеются современные конструкции Treform, отформованные из качественного бетона, и Combiform (система рельс-форм В-45), стальные с пластмассовой прокладкой вверху, закладные и ограничительные рельс-формы. Систему выносных опорных рельс можно использовать для создания бесшовных бетонных полов, при этом выносные опорные рельсы используются многократно совместно с аутриггерам (выносными опорами) виброрейки секционной BT-90.
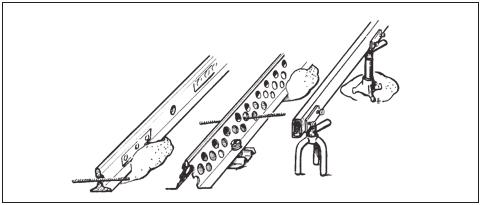
Рис.17
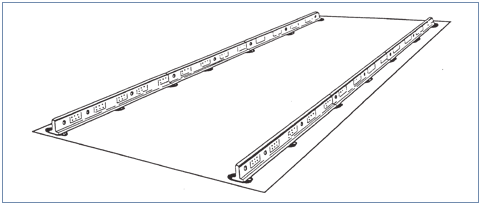
Рис.18
Швы Treform в бетоне
Конструкции для швов Treform представляют собой отформованные из бетона класса В35 балки. Они снабжены выступами и отверстиями для штырей, которые противодействуют вертикальным и горизонтальным перемещениям плит пола относительно друг друга. Treform заменяет временную опалубку и остаётся в теле бетона, становясь частью пола. Уникальная конструкция Treform позволяет оптимально расположить и пропустить через себя дюбельные стержни и/или арматуру. Таким образом, исключается утечка смеси в местах прохода арматуры. Treform формуются в специальных формах.
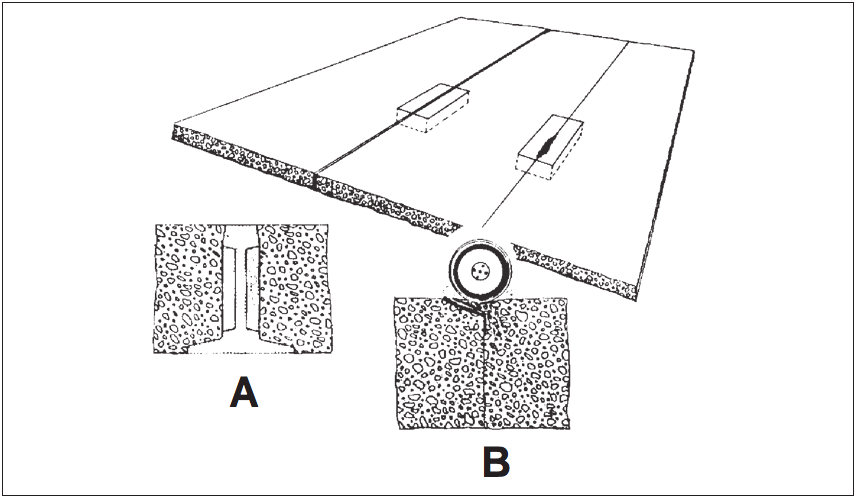
Рис.19
А = Treform исключает повреждения швов
В = Тонкий растворный слой, который был уложен на стыке с соседней полосой, не выдер- живает нагрузки, например, от вилочного автопогрузчика
Ровные полы
С помощью Treform облегчается задача устройства высококачественных полов, так как упрощается укладка бетонной смеси. Их также используют в качестве маячных направляющих для поверхностных вибраторов. Изготавливаемые в заводских условиях рельс-формы Treform имеют высоту: 25, 40, 80, 120 и 160 мм и применяются для устройства полов толщиной от 30 до 300 мм. С помощью Treform легче спланировать расположение швов в соответствии с требованиями, отвечающими задачам возводимого сооружения.
Изолирующие швы Treform
Изолирующие швы Treform создают вокруг отдельно стоящих колонн или колонн в стене. В них предусматривают наличие внутренней упругой прослойки из пластика для предупреждения образования трещин, возникающих от местных напряжений при неравномерной осадке конструкций здания. Изолирующий шов Treform состоит из двух элементов, что облегчает сборку, если изолирующий шов создается вокруг уже смонтированных колонн. Применение Treform в изолирующем шве упрощает выравнивание зоны пола в районе колонн, т.к. секционная виброрейка BT-90 направляется бетонным рельсом на заданный по высоте уровень (Рис.20).
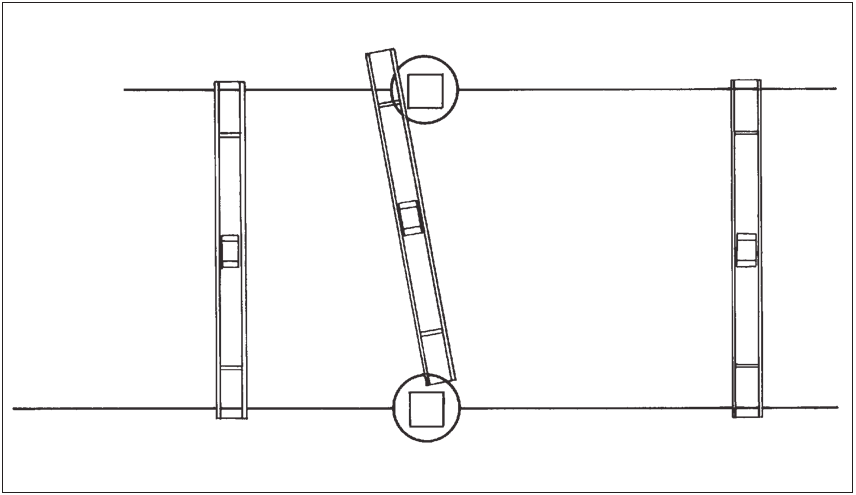
Рис.20
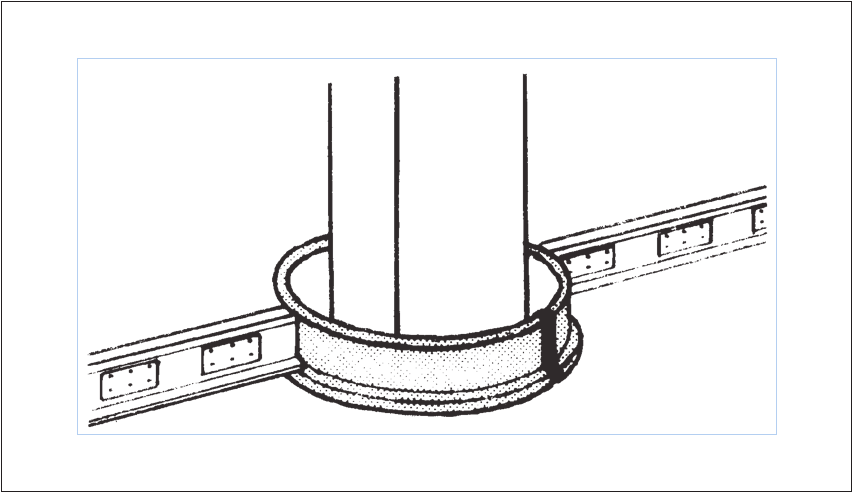
Рис.21
Изолирующий (разделительный) шов имеет внутреннюю упругую пластину, которая предотвращает появление трещин из-за возросшей нагрузки, например, от снега на крыше через колонну на бетонный пол
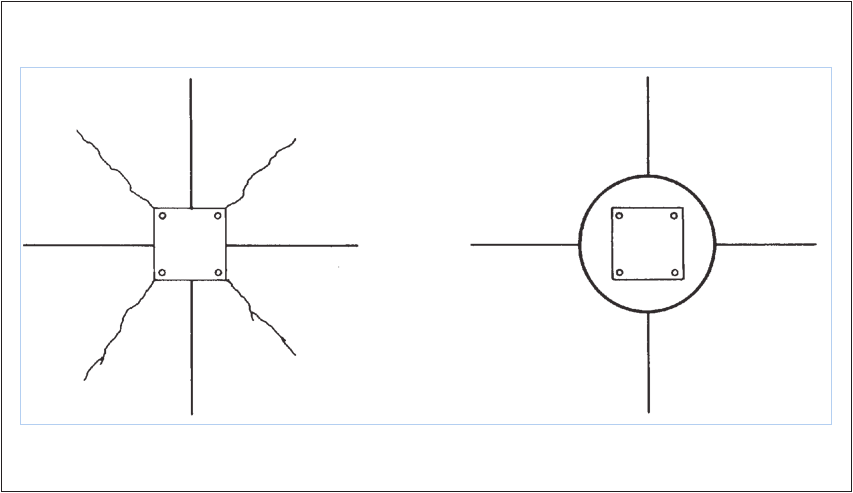
Рис.22 Изолирующий шов. Treform предотвращает образование трещин в бетоне у углов колонн
И прямые и круглые рельс-формы Treform, а также метод их производства запатентованы. В своё время появление рельсов Treform было большим техническим прогрессом, так как они существенно расширяли возможности подрядчиков при устройстве ровных, высококачественных полов.
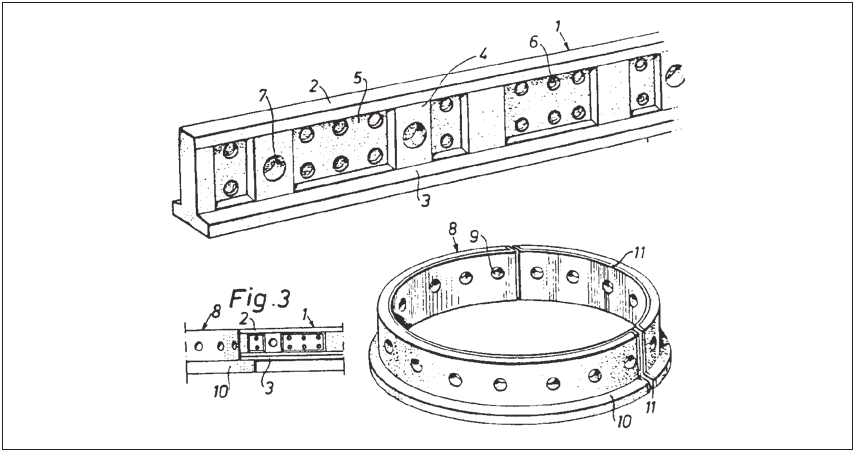
Рис.23 Рельс-форма Treform и метод производства работ запатентованы
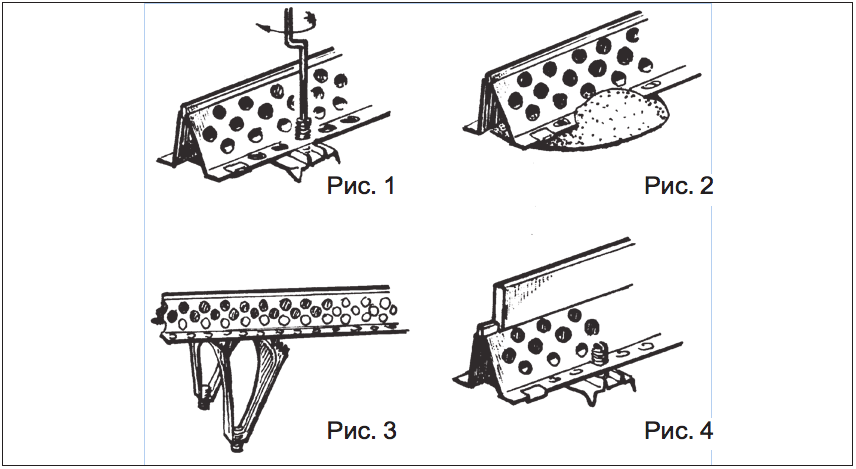
Рис.24 Система ТРЕМИКС – Combiform
ТРЕМИКС – Combiform
Combiform – это конструкция, представляющая собой балку из стального профиля с приспособлениями для точной установки на нужный уровень. Combiform выполняет функции закладной опалубки и маячного рельса для перемещения секционной виброрейки BT90.
Combiform через имеющиеся в нем отверстия заполняется бетоном и образует с полом монолитный блок, обладающий повышенной прочностью. Поверхность пола будет ровной и объём работ по её выравниванию снижается. Рельс быстро и точно устанавливается на нужный уровень по высоте с помощью регулировочных винтов. При мягком основании для предотвращения утопления винтов используют специальные пластины, которые кладут на грунт (рис.24, иллюстр.1 и 4). Combiform можно устанавливать на основании и с помощью бетонных маркеров, размещаемых через равные интервалы (рис.24, иллюстр.2).
Конструкция и приспособления Combiform таковы, что их можно использовать в разнообразных случаях, например, при укладке плит на грунт, на влагоизолирующие основания, которые нельзя прокалывать, на основания из теплоизолирующих мягких плит, на отвердевший бетон.
Наверху рельса имеется извлекаемая пластиковая прокладка, благодаря которой секционная виброрейка BT-90 может перемещаться быстро и плавно. С помощью регулировочных винтов рельс можно легко и быстро установить на необходимый уровень. В случаях формования плит на месте или при устройстве особо толстых полов можно использовать Combiform с опорными стойками, размещаемыми на нижележащей арматуре (рис.24, иллюстр.3).
Combiform успешно используется для устройства полов толщиной от 30 до 300 мм. Стандартная конструкция используется для полов толщиной от 30 до 200 мм. При наличии дополнительных прокладок Combiform можно применять для устройства полов с густым армированием или при наличии различных систем трубопроводов.
В полах толщиной от 120 до 200 мм обычно применяется пространственное армирование. В этом случае при установке Combiform используются регулировочные винты, а арматура каркасов соединяется со сквозными штырями, проходящими через отверстия по обеим сторонам Combiform.
Для получения бетонных покрытий большой толщины или полов, подверженных повышенным нагрузкам, в конструкцию Combiform входят дополнительная прокладка (рис.24, иллюстр.4), накладываемая сверху на обычную пластмассовую прокладку рельса. Дополнительную прокладку можно оставлять в теле бетона. Если же пол находится вне помещения или в химически активной среде, то её снимают, но при этом необходимо загерметизировать образовавшийся шов. Так как дополнительная верхняя прокладка соответствует глубине распиливания – 30 мм и имеет ширину 8 мм, Combiform можно использовать в качестве армированного шва усадки.
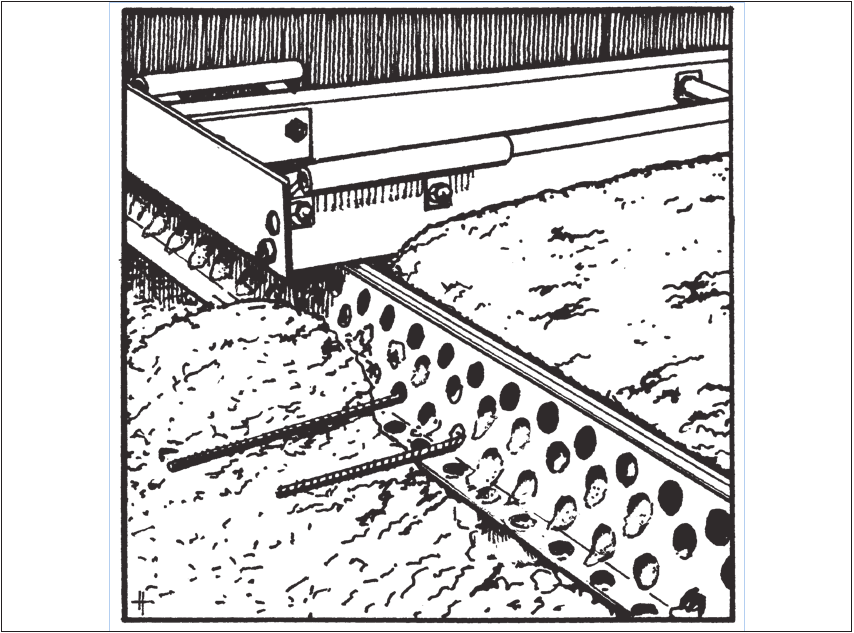
Рис.25
Особо ровные полы
Combiform можно использовать в качестве направляющего рельса для облегчения движения секционной виброрейки BT-90. Он легко и быстро устанавливается на нужную высоту и закрепляется на основании через специальные пластины или бетонные маяки. В результате создается особо ровная поверхность.
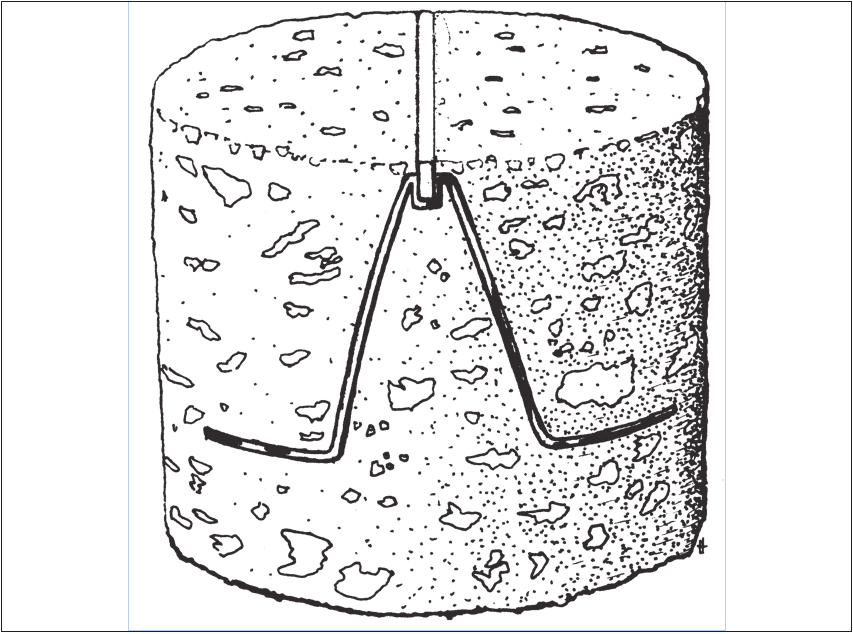
Рис.26
Высота Combiform может быть: 25, 45, 65, 85, 105, 125 и 145 мм. Он образует с бетоном монолитный блок повышенной прочности. Combiform можно применять для устройства полов толщиной от 30 до 300 мм
7. Этап 2 – Глубинное вибрирование
Важнейшим этапом работ при укладке бетонной смеси является её качественное уплотнение. При глубинном вибрировании используются глубинные (погружные) вибраторы компании Wacker Neuson (IRFU, IREN, HMS, IE, IEC) для удаления из смеси пузырьков захваченного воздуха и придания ей однородности.
Мы рекомендуем глубинное вибрирование, если толщина плиты превышает 100 мм или она имеет двойное армирование.
Диаметр булавы глубинного вибратора IRFU необходимо выбирать, учитывая плотность армирования и толщину слоя бетона. Будьте осторожны при прохождении закладных и ограничительных рельс-форм. Нельзя применять глубинные вибраторы для перемещения бетона во избежание его расслоения.
Тщательная глубинная вибрация облегчает дальнейшую обработку бетона и обеспечивает получение наилучшего результата.
Поверхность пола с двойным армированием не будет иметь вздутий, если смесь подвергнуть обработке глубинными вибраторами Ваккер Нойсон IREN с выносным преобразователем FUE-2/042/200.
Начинайте обработку с вибрирования сильно выступающих неровностей, а затем, переставляя вибраторы на расстояния с интервалом равным их 4-5 диаметрам, последовательно обрабатывайте смесь. Продолжительность вибрирования на каждой позиции составляет 5-15 сек.
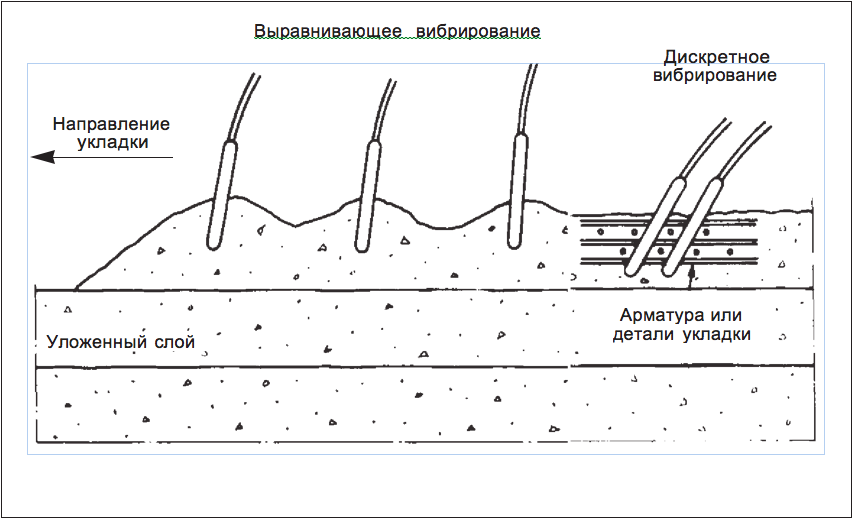
Рис.27
8. Этап 3 – Поверхностное вибрирование и выравнивание поверхности

Рис.28. Бетонирование мостового пролета секционной виброрейкой BT90 Feniks-Grupp. г.Москва, путепровод, ширина 12 метров.
Ровный плотный пол можно получить только посредством уплотнения и выравнивания его поверхности с помощью секционных виброреек BT-90.
До начала выравнивания бетонные полы обрабатывают глубинным вибратором Wacker IRFU-57, особенно при устройстве полов большой толщины. При бетонировании плит с двойным армированием, чтобы исключить наличие пор в нижнем слое, их также подвергают глубинному и поверхностному вибрированию. Особенно важна обработка секционной виброрейкой ВТ 90 при укладке нового бетонного слоя на отвердевший, так как это значительно улучшает сцепление слоёв.
Поверхностные вибраторы BT-90 вибрируют и уплотняют бетон до глубины 35 см в зависимости от подвижности бетонной смеси. Они могут использоваться для уплотнения и для выравнивания поверхности.
Для достижения необходимого эффекта от вибрации надо правильно установить статический момент дебалансов с учётом подвижности бетонной смеси и толщины плиты. При слишком интенсивной вибрации возникает риск расслоения смеси. Виброрейка BT-90, предназначена для широкозахватных реек и специальных поверхностей, действует на глубине до 35 см.
9. Этап 4 – Вакуумное обезвоживание
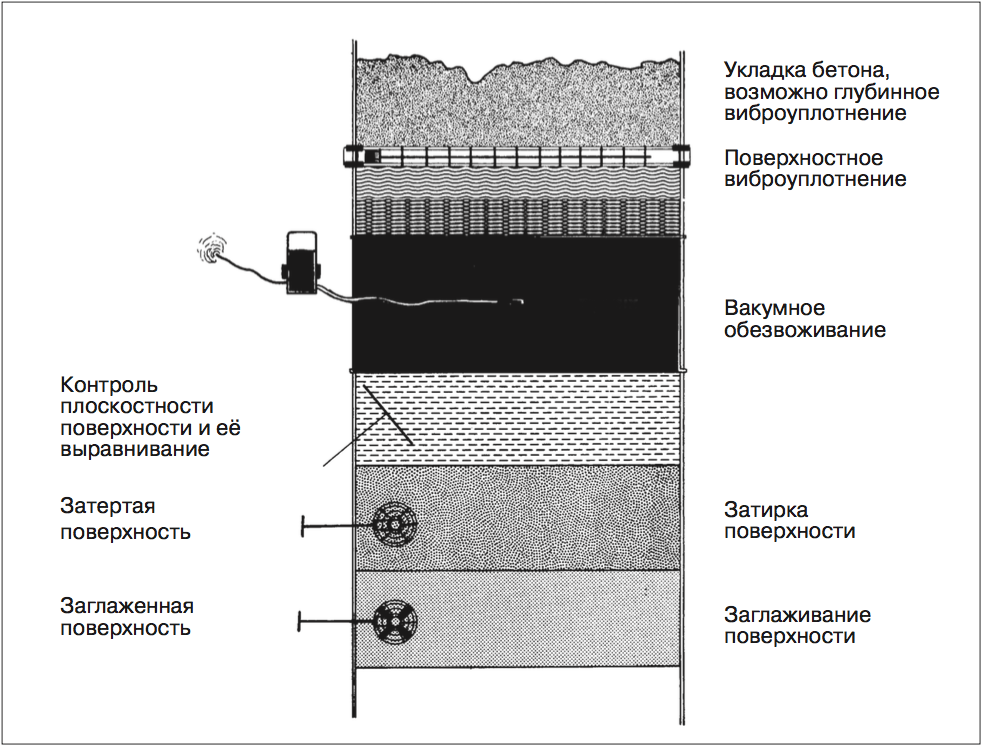
Рис.31 Предпосылка для достижения хорошего результата — последовательное выполнение операций
Принцип вакуумного обезвоживания
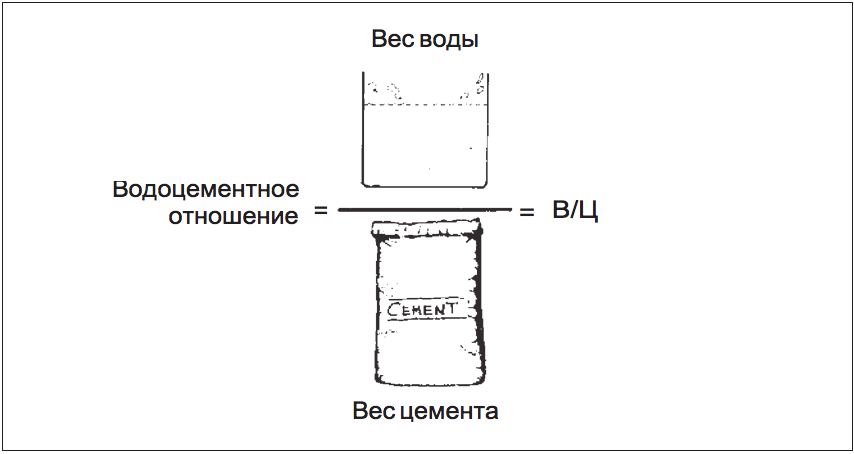
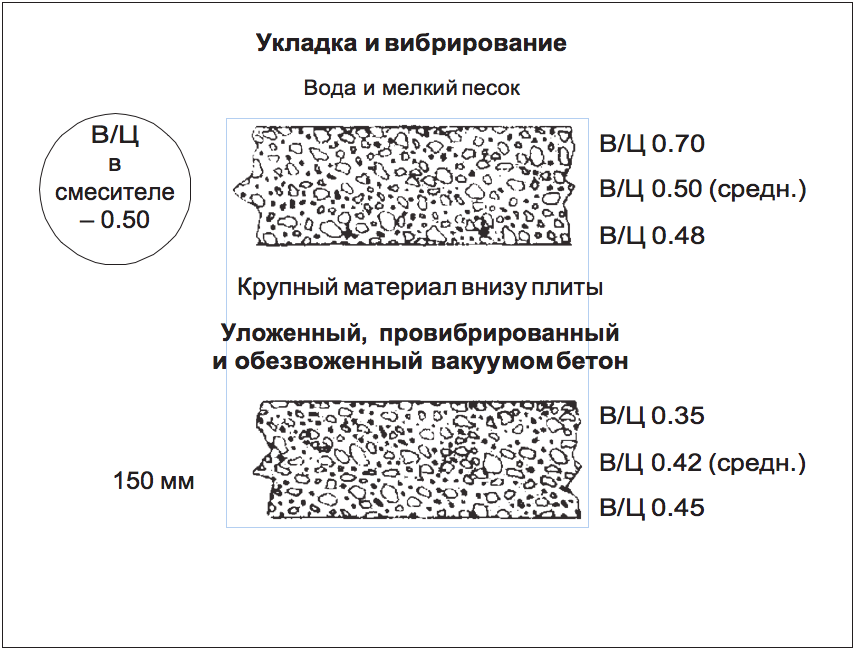
После глубинного и поверхностного вибрирования свежеуложеный бетон подвергается вакуумному обезвоживанию (снижению В/Ц-отношения) для придания ему новых положительных свойств, в частности, увеличенной прочности на сжатие, меньшей усадке. Вакуумное обезвоживание обеспечивает возможность практически немедленного выполнения конечной механизированной отделки поверхности.
К вакуумному обезвоживанию приступают через 45-60 минут после начала укладки бетона. Сразу после окончания вакуумирования по бетонной поверхности можно ходить. Оно снижает количество воды в бетоне на 15-20%. При этом средняя прочность бетона на сжатие в 28 суточном возрасте увеличивается на 10-15 МПа, а плотность на 2%.
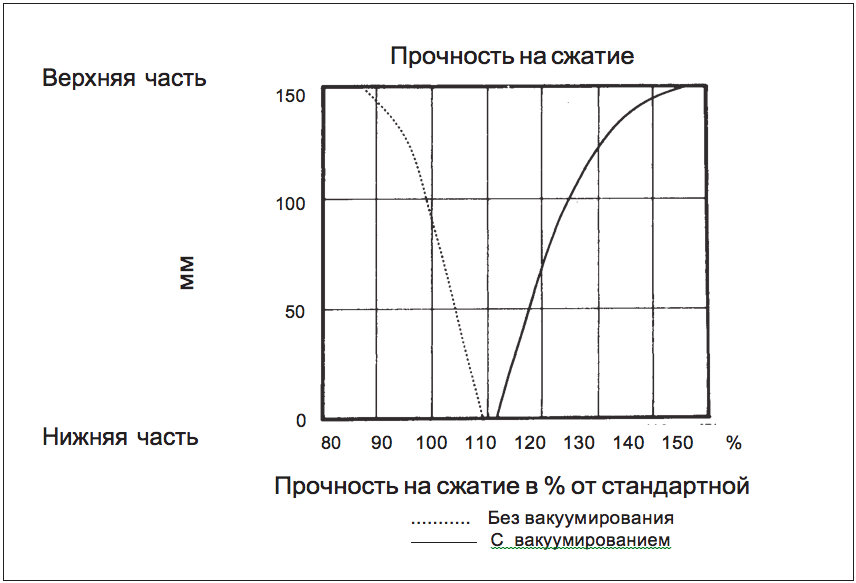
Наиболее уязвимым местом бетонных плит, не подверженных вакуумированию, всегда является поверхность. В бетоне, обработанном вакуумом, прочность на сжатие в верхней части плиты выше, чем в бетоне, уложенном традиционным способом. Водоцементное отношение после вакуумирования может быть снижено до 0.3-0.35, а прочность на сжатие увели- читься до В45-В50.
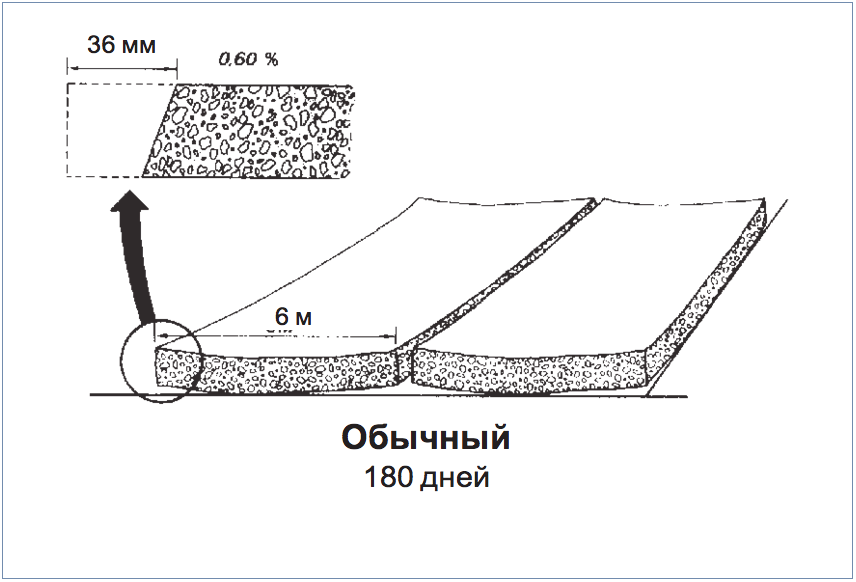
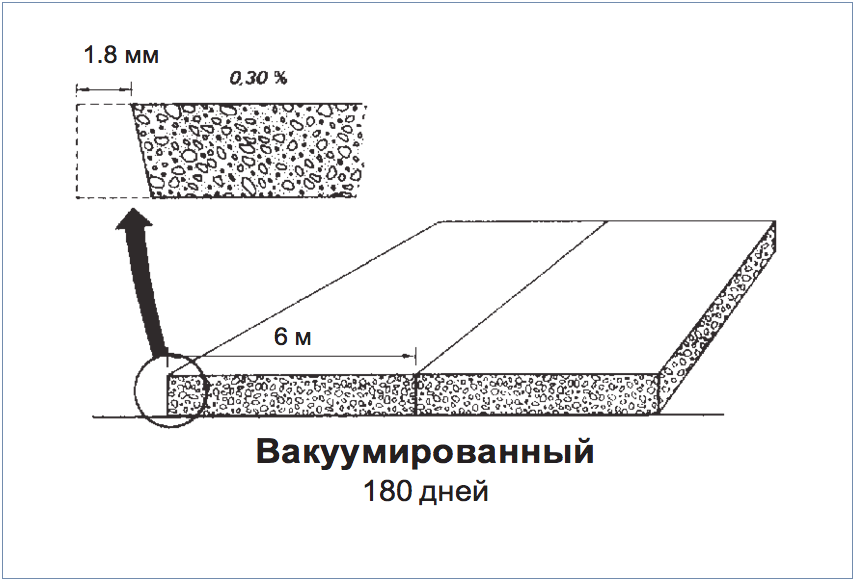
При этом опасность образования трещин и коробления плит из-за уменьшения усадки становится минимальной. Более того, вакуумное обезвоживание уменьшает количество пор в теле бетона, что ведет к повышению его водонепроницаемости и морозостойкости.
В странах с жарким климатом бетон также целесобразно подвергать вакуумированию для снижения риска большой усадки и образования трещин из-за быстрого высыхания бетонной смеси.
Продолжительность вакуумирования составляет, примерно, 1-2 минуты на 1 см толщины бетонной смеси в зависимости от её подвижности и температуры. Вакуумирование можно рассматривать как третью стадию уплотнения смеси.
После обезвоживания необходимо проверить плоскостность бетонной поверхности и, если надо, выровнять её, лучше всего с помощью прямого алюминиевого профиля.
Данный метод, не совсем правильно названый вакуумным обезвоживанием, разработан для снижения количества воды в свежеуложенном бетоне под влиянием внешнего атмосферного давления. Когда бетонная поверхность подвергается вакуумированию, снижается давление на жидкую фазу бетона и постепенно вакуум проникает в его массу. Давление в твёрдой фазе растёт, частицы заполнителя сближаются, вода с легкими тонкодисперсными частицами отжимается и отсасывается с поверхности вакуум-насосом.
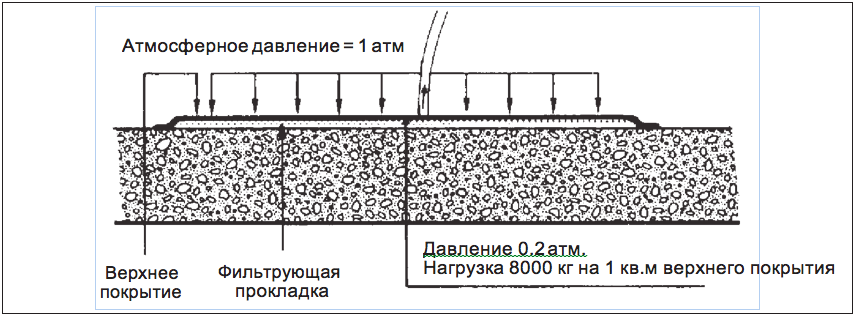
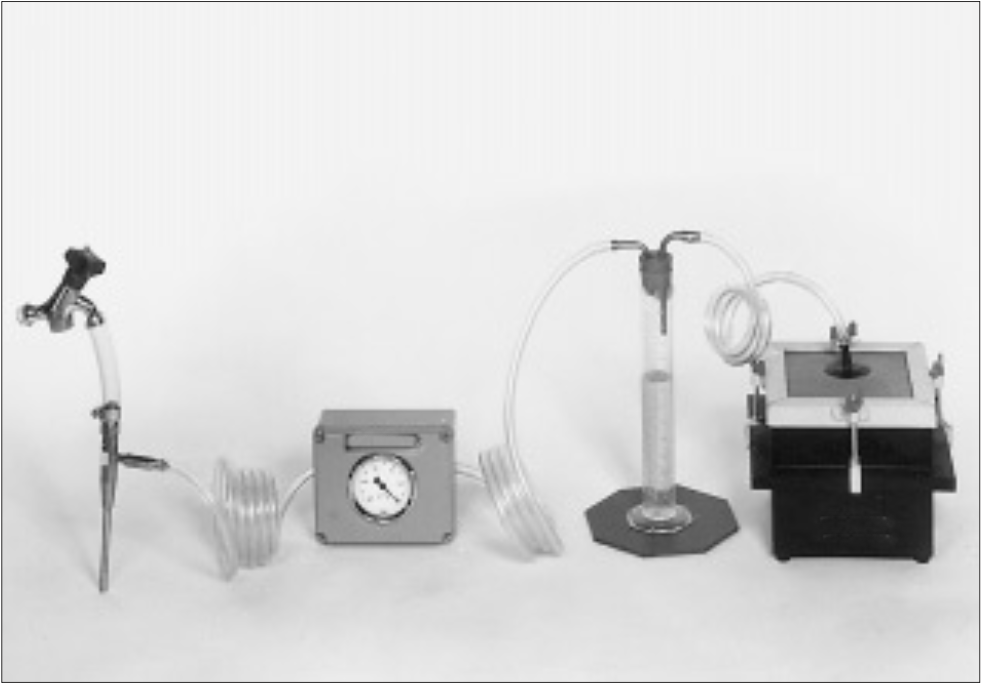
Рис.32 Принцип вакуумного обезвоживания
На практике процесс обезвоживания происходит следующим образом. На поверхность бетона укладывается вакуум-мат, соединённый с вакуум-насосом с помощью соединительных шлангов. Вакуум-мат состоит из внешней оболочки и фильтрующего материала под ним. При вакуумировании оболочка соприкасается с поверхностью бетона. Фильтрующий крупнопористый материал образует под оболочкой мата вакуум-камеру. При откачивании воздуха из под оболочки мата вода из бетона начинает поступать в эту камеру и откачивается вместе с воздухом. В то же время атмосферное давление способствует прижатию мата к поверхности бетона. Если давление воздуха под оболочкой щита составляет 0,2 кг/см2, что отвечает 80% возможного разряжения, то слой бетона находится при этом под давлением 8000 кг/м2. Постепенно вакуум проникает в бетон и под действием внешнего атмосферного давления вода постепенно отжимается из него. После вакуумирования, которое продолжается в течение 20-30 мин, водоцементное отношение на верхней поверхности плиты снижается до 0.30. Осадка конуса при этом снижается до нуля, поэтому можно пройти по поверхности бетона, не опасаясь оставить следы. Водоцементное отношение в массиве бетона к этому времени снижается на 15- 20% от первоначального.

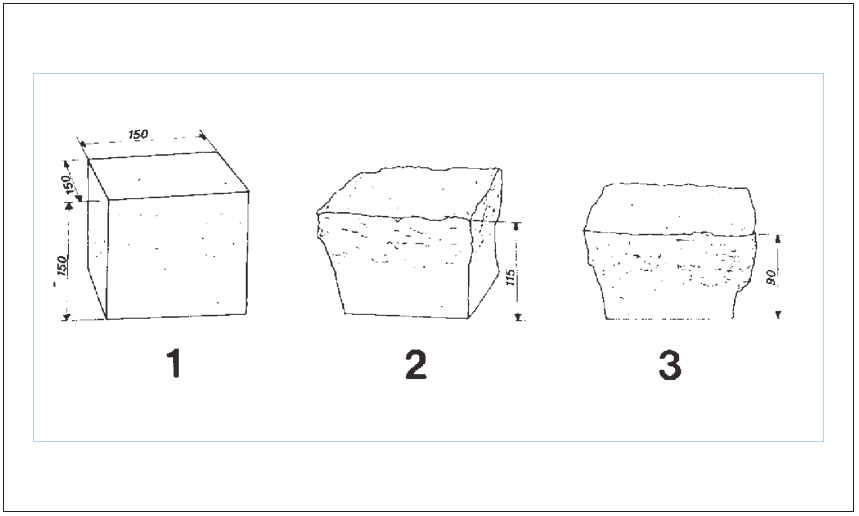
Рис.33
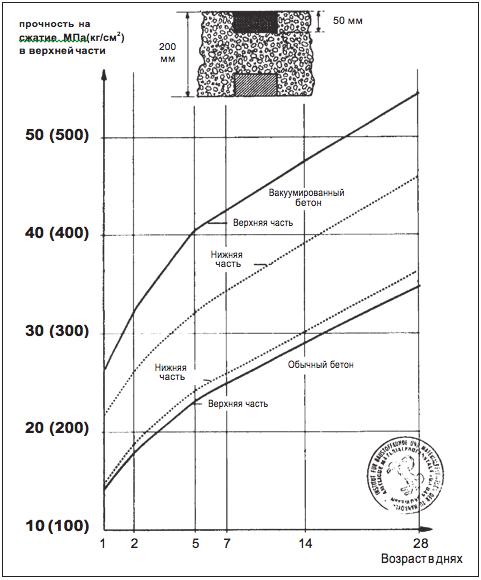
Тесты показали, что средняя прочность на сжатие бетонной плиты толщиной 150 мм после вакуумирования возрастает не менее чем на 10 МПа по сравнению с обычным бетоном. В верхних слоях плиты прочность на 28 день может достигать 60-80 МПа., т.е. прочность на сжатие и износостойкость повышаются на 70-200%. Усадка вакуумированного бетона снижается на 50%, соответственно, уменьшается вероятность коробления плит.
Используя оборудование Wacker Neuson и секционную виброрейку BT-90, группой рабочих в 5-6 человек можно увеличить производительность до 30-35 м2 в час. Это зависит от требований, предъявляемых к полу, комплектности оборудования и способа его использования.
Заглаживание поверхности с помощью дисков может осуществляться непосредственно после завершения вакуумирования. Во время этой операции неизбежно образуются отходы срезаемой поверхности смеси. Частицы цемента верхнего слоя заполняют неровности поверхности, смешиваясь с песком, и обеспечивают создание особо прочной и износоустойчивой поверхности. Этого нельзя достичь при укладке смеси без вакуумирования, когда к заглаживанию поверхности приступают после того, как на- чинается процесс схватывания.
Вакуумное обезвоживание при укладке свежего бетона на отвердевший
При укладке бетона, например, на ребристую плиту или выравнивающего слоя на твердый бетон можно значительно повысить сцепление верхнего и нижнего слоёв посредством вакуумного обезвоживания. Это происходит благодаря уменьшению количества воды в бетонной смеси, т.е. более низкому водоцементному отношению, что влечёт за собой уменьшение усадки, и, следовательно, отслаивания.
Вакуумное обезвоживание на мостах и дорогах
Во многих странах вакуум-процесс используется при укладке полов в гаражах, промышленных сооружениях и т.д., то есть там, где они подвержены большим нагрузкам. Хорошие результаты достигаются при устройстве покрытий на мостах. Находит распространение так называемое вертикальное вакуумное обезвоживание бетонных поверхностей мостовых опор, которое повышает устойчивость бетона к агрессивной водной среде, воздействию солей, устойчивость к температурным перепадам и замораживанию.
10. Этап – 5. Механизированное заглаживание и затирка
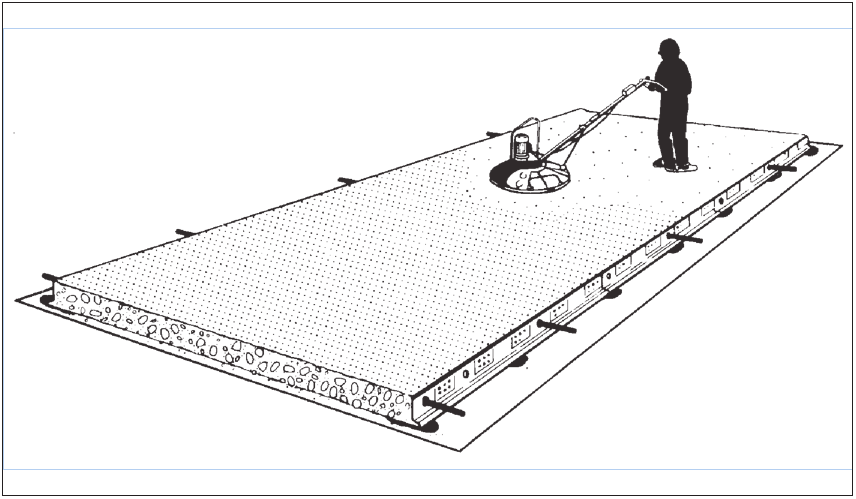
Рис.34
Заглаживание и затирка выполняются с целью получения гладкой поверхности, снижения водоцементного отношения и уменьшения пылеобразования. В процессе заглаживания поверхность бетона дополнительно уплотняется, происходит процесс смешивания частиц цемента и песка.
Механизированное заглаживание.
Операция выполняется заглаживающей машиной Wacker Neuson CT-36 со специальными затирочными дисками d915 или d950 мм. После заглаживания поверхность становится ровной, относительно шероховатой и не скользкой. Если бетон не подвергался вакуумному обезвоживанию, то заглаживание начинают, когда бетон становится достаточно твёрдым, чтобы выдержать вес машины. Для получения не скользких поверхностей, обладающих повышенной прочностью, механическое заглаживание выполняется дважды.
Проверка плоскостности.
Перед выполнением заглаживания производится проверка плоскостности поверхности и при необходимости её выравнивание. Проще всего это сделать с помощью специальных алюминиевых правил.
Механизированная затирка.
Затирка поверхности завершает процесс обработки и выполняется с помощью затирочных лопастей Wacker Neuson. Очень важно выбрать момент начала операции, когда еще идёт испарение влаги с поверхности бетона. Если затирку начать преждевременно, то на поверхности бетона могут появиться пузыри, а затирочные ножи будут оставлять следы. Промежуток между заглаживанием и затиркой зависит от влажности и температуры воздуха, а также характеристик бетонной смеси.
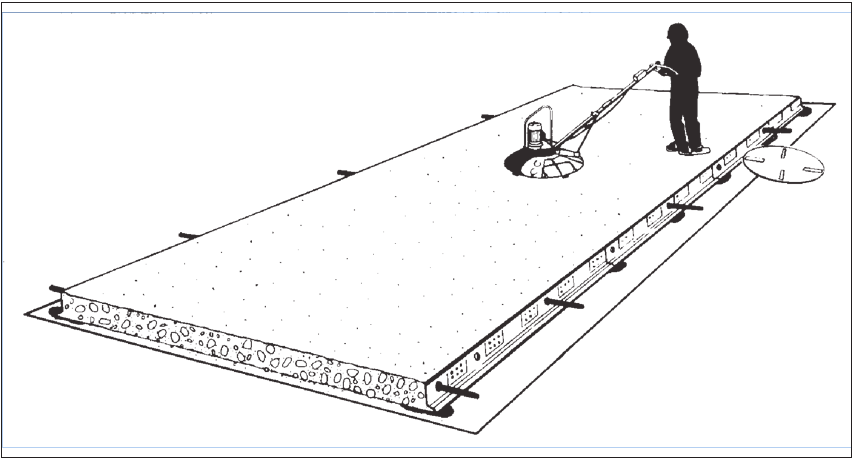
Рис.35
Для обеспечения минимального пылеобразования и высокой износоустойчивости мы рекомендуем повторное проведение затирки. Испытания показали, что проведение затирки в несколько проходов увеличивает износостойкость поверхности примерно в два раза по сравнению с поверхностью, подвергнутой однократной затирке.
На бетонной поверхности после вакуумного обезвоживания можно успешно использовать двухроторную затирочную машину Wacker Neuson CRT-36, что значительно увеличивает производительность на больших площадях. Заглаживание и затирка повышают ровность поверхности и её износоустойчивость.
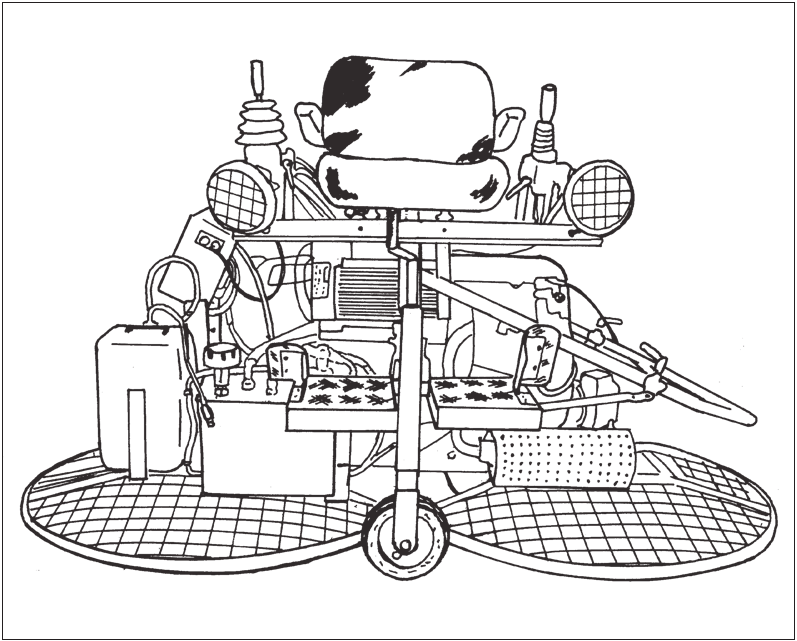
Рис.36 Двухроторная затирочная машина Wacker Neuson CRT-48
11. Этап – 6. Упрочняющее покрытие Topping
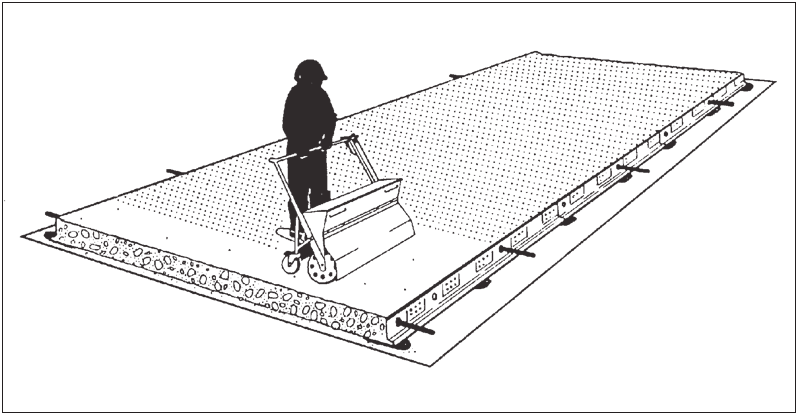
Рис.37
Topping. Упрочняющее покрытие Тоpping – это специальная смесь, с помощью которой достигается упрочнение и окрашивание поверхности полов. Использование Тоpping предполагается там, где необходимо увеличить износоустойчивость полов и без дополнительной окраски придать им желаемый цвет.
Тоpping является идеальным вариантом для полов, которые подвержены повышенному истиранию, например, в магазинах, на складах, в промышленных зданиях, в мастерских и т. д.
Topping втирается в поверхность бетона после его вакуумирования, образуя плотный износоустойчивый слой толщиной в несколько миллиметров. Тоpping состоит из смеси тщательно просеянного бесцветного и промытого кварца, являющегося одним из наиболее твёрдых материалов, обладающих высокой износоустойчивостью, цемента и красящего пигмента, устойчивого к воздействию щелочных веществ и ультрафиолетовому излучению. Тоpping не включает никаких других химических добавок.
Смесь Topping поступает на объекты полностью готовая к применению, расфасованная в мешки весом по 25 кг.

Рис.38
Простота укладки
Тоpping укладывается на поверхность бетона следующим образом. Бетонная смесь уложена, проведено глубинное и поверхностное виброуплотнение. За этим следуют вакуумирование, проверка плоскостности и при необходимости правка.
После первой операции заглаживания смесь Тоpping распределяется по вакуумированной поверхности, обладающей достаточной влажностью. Распределение ведётся с помощью специального распределителя, что обеспечивает быстроту и равномерность распределения материала и стабильную толщину качественного покрытия пола (см. рис.37 и 38).
Распределение смеси Тоpping и смешивание её с бетоном выполняется дважды.
Через 30-45 минут после второго заглаживания, в зависимости от температуры, можно начинать механическую затирку. Обработка происходит обычным порядком и при необходимости повторяется.
Если нужно получить более грубую, нескользкую поверхность, то ограничиваются только заглаживанием. Рекомендуется использовать покрытие Topping для бетонов класса не ниже В25.

Рис.39 Распределение Topping с помощью распределителя
Различные цвета
Topping образует на полу окрашенный на всю толщину верхний слой. Нет никакого риска, что окраска сотрётся или будет содрана. Окраска сохраняется столько же, сколько существует пол. Краска устойчива к ультрафиолетовому излучению и воздействию щелочных веществ.
Если следовать инструкциям, то используя Topping, можно получить высококачественные износоустойчивые полы. Как показывают опыты, проведённые Национальным Институтом тестирования материалов по методу «катящегося колеса», после 1600 оборотов износ был на 0,2 мм меньше допускаемого стандартом. Это означает, что покрытие отвечает самым высоким требованиям по износоустойчивости.
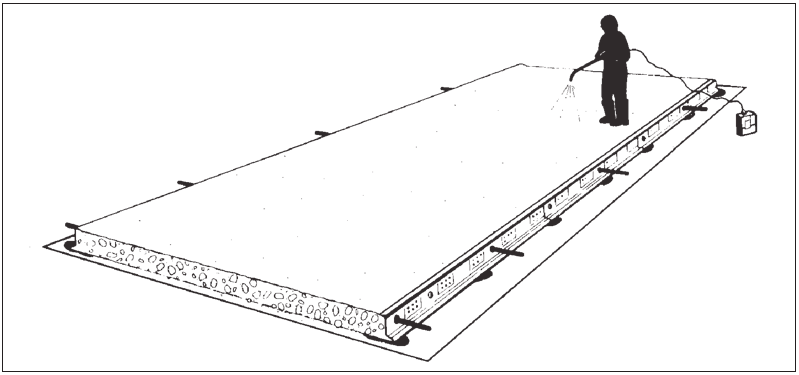
Рис. 40
Для предотвращения трещинообразования бетонная поверхность в период набора прочности при твердении должна быть влажной. Влажностные условия твердения необходимо обеспечить для предотвращения быстрого высыхания, которое вызывает усадку и, как следствие, образование трещин и снижение износостойкости, учитывая незначительную прочность бетона в начальной стадии твердения.
Увлажнение в начальный период твердения особенно важно, если для повышения связности бетонной массы используется тонкодисперсный кремнезём.
Часто прибегают к различным способам смачивания бетона водой, но в ряде случаев это может дать отрицательный эффект.
Мембранообразователь
Состав для образования плёнки предотвращает пересыхание и, следовательно, усадку бетона. Чтобы избежать растрескивания при усадке, покрытие составом начинают сразу после видимого освобождения поверхности бетона от влаги.

Рис.41 Мембранообразователь
12. Этап – 7. Защитное покрытие. Твердение бетона
Мембранообразователи можно наносить на ранней стадии твердения бетона путём разбрызгивания или нанесения кистью.
Для достижения наилучшего результата состав наносят сразу после механизированной затирки на ещё влажную поверхность бетона. Поверхность, обработанную составом, можно красить и покрывать другими материалами без каких-либо осложнений.
Пример.
Рассчитаем скорость испарения при следующих условиях: температура воздуха +18 °С, относительная влажность воздуха 60%, температура бетонной поверхности +20 °С, скорость ветра 6 м/сек.
Как видно из рис.42, скорость испарения будет равна 0,6 кг/м2 в час.
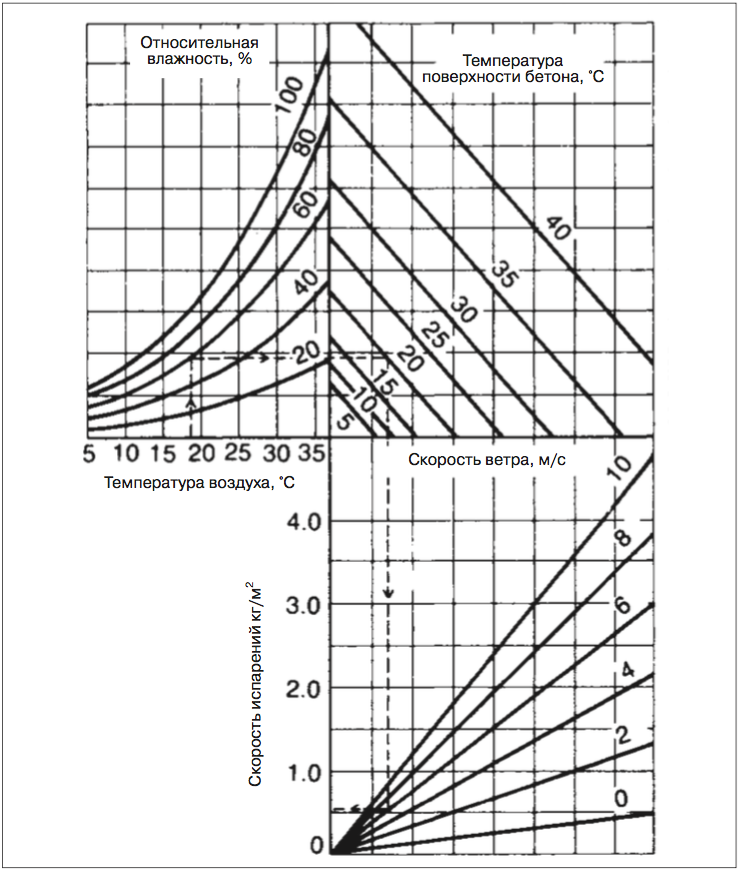
Рис.42 Влияние температуры воздуха и бетона, относительной влажности и скорости ветра на испарение влаги с влажной горизонтальной бетонной поверхности
Сравнение затрат
На двух диаграммах, приведённых на рис.43 и 44, показан принцип сравнения стоимости работ. На рис.43 показана разница между стоимостью материалов и оборудования и затраченного труда соответственно. На рис.44 показан расчёт стоимости при различных методах выполнения работ.
В порядке иллюстрации преимуществ полов по данной системе по стоимости сравним их устройство с устройством полов по обычной технологии.
Безусловно, довольно трудно определить, что представляют собой «обычные» полы. На данном примере для сравнения нами приняты такие полы, которые бы отвечали по качественным показателям полам, устроенным по технологии. Вероятно, что при этом «обычные полы» имеют большую усадку и меньшую износоустойчивость.
Сравнение проводилось для следующих типов полов:
Вариант 1. Пол из бетона, вакуумированного. Бетон В25; смесь пластичная.
Вариант 2. «Обычный» пол. Обработка производилась посредством выравнивания и механизированной шлифовки. Бетон В25 с суперпластификатором.
Вариант 3. «Промышленный» пол, подвергнутый вакуумированию процессу. Защитный верхний слой выполнен из материала Topping, бетон В30Т, смесь пластичная.
Вариант 4. «Промышленный» пол, выровненный посредством заглаживания вручную и выравнивающего слоя из бетона класса В40 с суперпластификатором). См. рис.44.
Приняты следующие условия:
1. Пол на грунте; размер 36х36 м. Толщина обычного пола принята 120 мм, что по своей прочности соответствует полу толщиной 100 мм.
2. Для упрощения сравнения принято, что армирование покрытий осуществляется по одному типу и в обеих случаях используются рельс–формы Treform. Для обычного пола предусмотрено более мощное армирование, которое должно препятствовать появлению трещин в результате большей усадки.
3. Для придания обычному полу тех же характеристик, что и у пола, выполненного из бетона В20 и В30 соответственно, в бетон В20 и В40 добавлялись пластификаторы.
4. Если пол не подвергается вакуумированию, то количество операций уменьшается на одну. Но так как при обычном методе укладки бетонной смеси период выдержки между укладкой бетона и механической обработкой поверхности больше, чем у пола вакуумированного, то и стоимость работ будет больше. Перерасход по времени для обычного пола можно рассчитать. Оно может быть 3 часа для трёх человек за рабочий день, но оно не вошло в приведённые примеры расчётов, так как время выдержки существенно зависит от таких трудно учитываемых факторов, как погода и температура смеси.
Анализ калькуляции показывает, что стоимость квадратного метра пола при использовании технологии вакуумирования ниже, чем при обычном методе. При этом следует учитывать фактор повышения качества полов.
В нашем примере разница составляет не менее 18 (диаграмма 1 и 2) и 44 шведских крон (SEK) на м2 (диаграммы 3 и 4) в пользу вакуумного обезвоживания. Рис.43.
Если принять во внимание, что расходы по содержанию уменьшатся на 50% при устройстве полов с вакуумированием, то преимущества в стоимости будут ещё значительнее. До настоящего времени вакуум-процесс выбирался, в основном, из-за упрощения технологии. Даже если принять в расчёт только увеличение прочности, получаемое в результате вакуум-процесса, то это уже обеспечит экономию. Для заказчиков имеется возможность получить в условиях Швеции экономию средств от 3 до 5 миллионов шведских крон (SEK) в год.
Такое снижение затрат с перспективами дальнейшей экономии средств стимулирует применение вакуумного обезвоживания. Следовательно, бетон становится более конкурентоспособным по сравнению с другими строительными материалами.
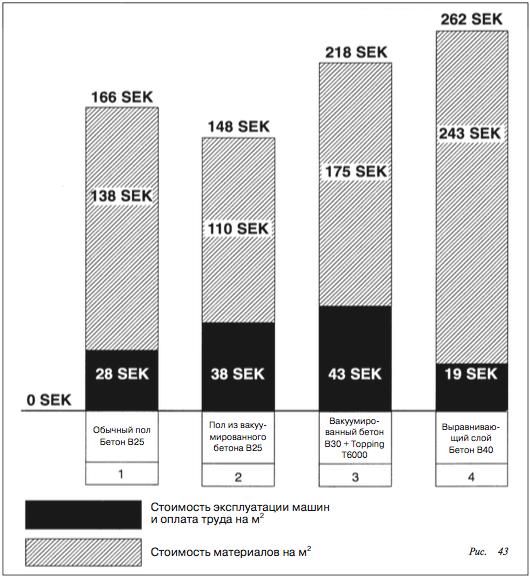
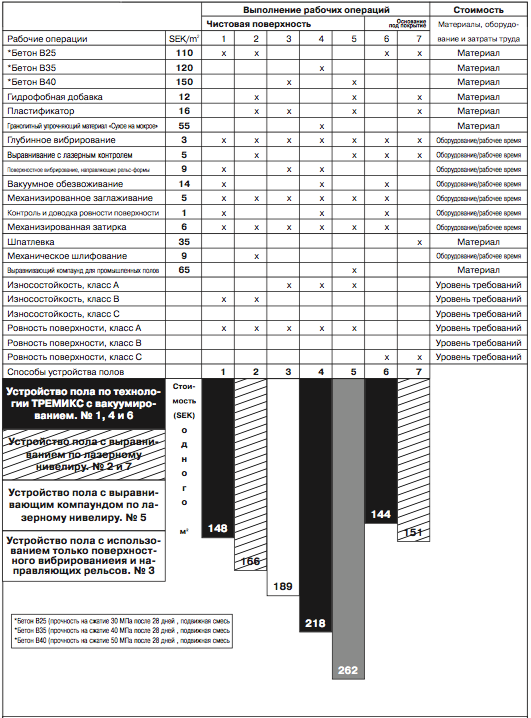
Рис.44